Industrial high-pressure homogenizer for refining liquid materials to improve product stability and extend shelf life in dairy and beverage applications.
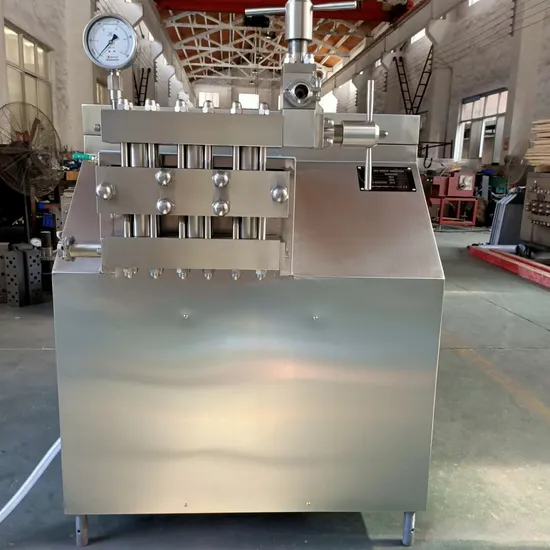



Engineered for high-pressure homogenization of dairy, juice, and other liquid food products.
Effectively refines fat globules to prevent stratification and ensure a consistent, premium product quality.
Enhances product stability and significantly extends shelf life for processed liquid materials.
Features a robust reciprocating pump design for consistent high-pressure performance up to 700 bar.
Constructed with sanitary materials suitable for food-grade applications, ensuring product safety and compliance.
Serves as essential equipment for dairy processing and powder manufacturing in chemical and pharmaceutical industries.
Certification: CE, ISO9001
Application: Milk, Juice, Yogurt, Ice Cream, Beverage
Rated Pressure: 25 MPa (250 bar) standard, up to 700 bar available
Rated Flow: Capacities ranging from 500 L/H to 10000 L/H
Motor Power: Varies from 5.5 kW to 45 kW based on model capacity
Control: Standard control box with options for Siemens or ABB motor brands
We're here to help you with your needs. Let's talk about how we can help you.




